
























































Ваша корзина сейчас пуста.


Сварочное медное сопло является ключевым компонентом сварочного пистолета. Он отвечает за проведение тока, транспортировку сварочной проволоки и стабилизацию дуги. Его производственный процесс требует строгого контроля чистоты материала и точности обработки. Даже погрешность 0,1 мм может повлиять на стабильность сварки. Ниже приводится разбивка стандартизированных этапов от сырья до готовой продукции на основе фактического промышленного производства. Каждое звено должно учитывать теплопроводность и структурную прочность меди.
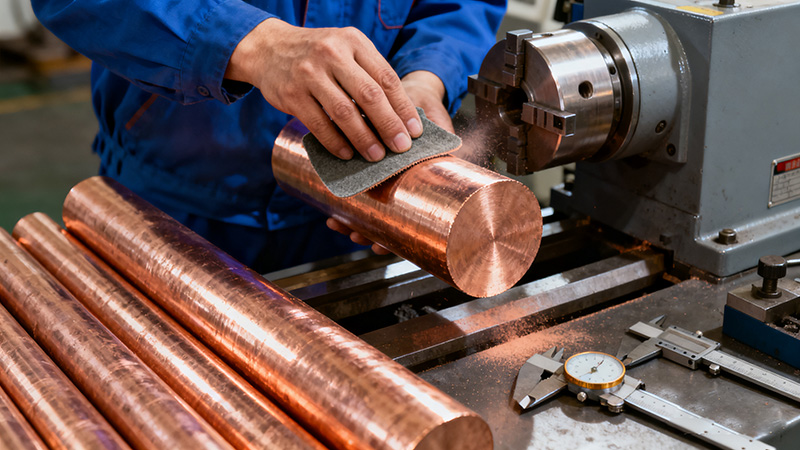
Первым шагом является скрининг и предварительная обработка сырья. Предпочтительно использовать медь Т2 (содержание меди ≥ 99,9%) в качестве основного материала. Эта медь обладает высокой чистотой и хорошей проводимостью, а также может снизить резистивный нагрев во время сварки. Сначала разрежьте медный стержень на заготовки диаметром 15-20 мм и длиной 30-50 мм (конкретный размер определяется моделью сварочного пистолета), а затем используйте наждачную бумагу, чтобы отполировать поверхность заготовки, чтобы удалить оксидный слой и масляные пятна-если оксидный слой остался, Поверхностные трещины появятся при последующей обработке, что повлияет на герметизацию готового изделия.
Второй этап-предварительная формовочная обработка. Используйте токарный станок с ЧПУ для цилиндрической резки медной заготовки. Сначала вырежьте основную цилиндрическую конструкцию медного сопла, а затем вырежьте резьбу для соединения сварочного пистолета на одном конце (обычно спецификации M10 или M12, которые должны соответствовать интерфейсу сварочного пистолета). На этом этапе скорость резания должна контролироваться на уровне 800-1000 об/мин. Если скорость слишком высокая, медная заготовка легко нагреется и деформируется. Если скорость будет слишком низкой, он оставит грубые следы ножа, которые впоследствии потребуют дополнительной полировки.
Третий шаг-просверлить основной туннель. Центровое отверстие медного сопла является ключом к транспортировке сварочной проволоки. Для сверления отверстия диаметром, соответствующим сварочной проволоке, требуется спиральное сверло (например, для медного сопла, подходящего для сварочной проволоки 1,0 мм, диаметр отверстия необходимо контролировать на уровне 1,05-1,1 мм, оставляя место для сварочной проволоки для перемещения). При сверлении сверло и медная заготовка должны быть соосными, а отклонение должно составлять ≤ 0,05 мм, иначе сварочная проволока застрянет во время транспортировки, что приведет к поломке сварочной дуги.
Четвертый шаг-обработка и укрепление поверхности. Сначала поместите медное сопло в машину ультразвуковой очистки и используйте нейтральное чистящее средство, чтобы удалить оставшиеся медные стружки и режущую жидкость; затем выполните никелирование-слой никеля толщиной 5-8 мкм на поверхности медного сопла может не только улучшить износостойкость (Чтобы избежать расширения пор, вызванного длительным трением сварочной проволоки), но также предотвратить окисление и почернение меди, продлевая срок службы. После никелирования его необходимо высушить горячим воздухом, а температуру контролировать на уровне 80-100 ℃, чтобы избежать высокой температуры, вызывающей падение покрытия.
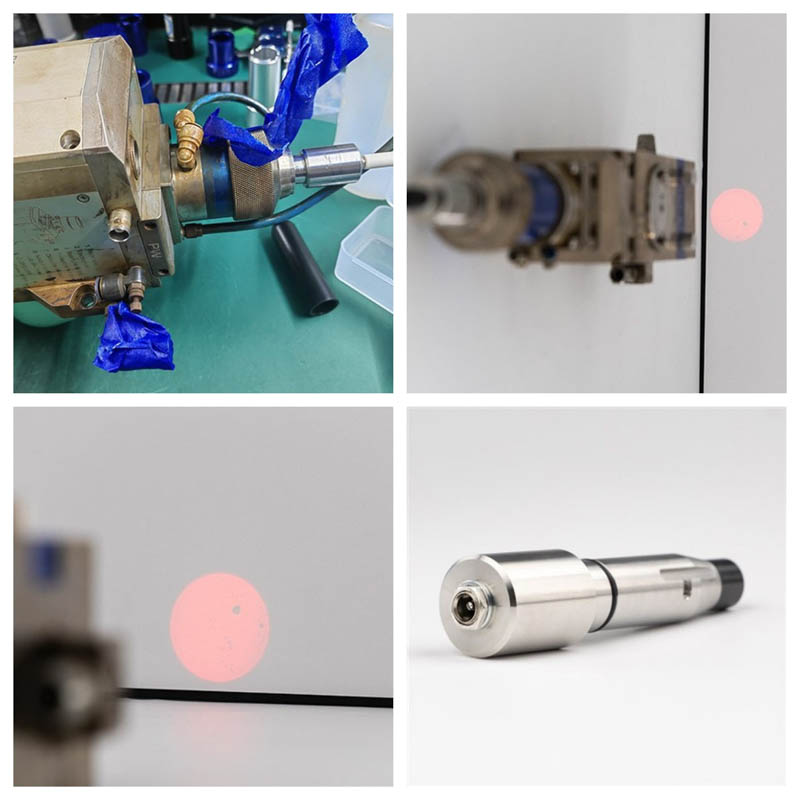
Пятый этап-проверка точности. Используйте микрометр для измерения внешнего диаметра, диаметра отверстия и длины медного сопла, чтобы убедиться, что размеры соответствуют требованиям чертежа; затем используйте тестер герметичности для проверки герметичности отверстия в сжатом воздухе 0,3 МПа. Если давление воздуха не падает в течение 5 минут, это означает, что отверстие не заблокировано и не протекает, и вы можете перейти к следующему шагу; если тест не удался, вам нужно вернуться к токарному станку и снова исправить его, пока он не будет соответствовать стандарту.

Заключительный шаг осмотр законченного продукта перед собранием. Медные сопла вручную проверяются один за другим на целостность резьбы (отсутствие резьбы скольжения, отсутствие зубьев) и чистоту поверхности (отсутствие царапин, дефектов покрытия). Квалифицированная готовая продукция упаковывается в соответствии с моделью и ожидает сборки с помощью сварочного пистолета. Во всем процессе чистота сырья, точность канала отверстия и покрытие поверхности являются ключевыми контрольными точками, которые напрямую определяют эффект использования и срок службы медного сопла. Пропуски в любом звене могут привести к снижению качества сварки.
Previous: DMK Laser сияет на выставке металлообработки FABTECH 2025 в Соединенных Штатах
Next: Обучение лазерной безопасности: невидимый свет, ключевой вопрос безопасности


















Ваша корзина сейчас пуста.
