





















































Ваша корзина сейчас пуста.


In fields such as shipbuilding, marine engineering, and mechanical processing, steel corrosion has long been a persistent challenge for the industry. It not only shortens equipment lifespan but also increases maintenance costs. Traditional derusting processes like mechanical grinding, sandblasting, and high-pressure water jet cleaning suffer from drawbacks such as environmental pollution, high labor intensity, and easy damage to substrates, making them increasingly incompatible with the green and efficient development needs of modern industry. As a non-contact, environmentally friendly, and precise new technology, nanosecond pulsed laser derusting has gradually become an industry focus due to its unique advantages. It addresses the pain points of traditional processes while ensuring derusting quality, boasting broad application prospects.
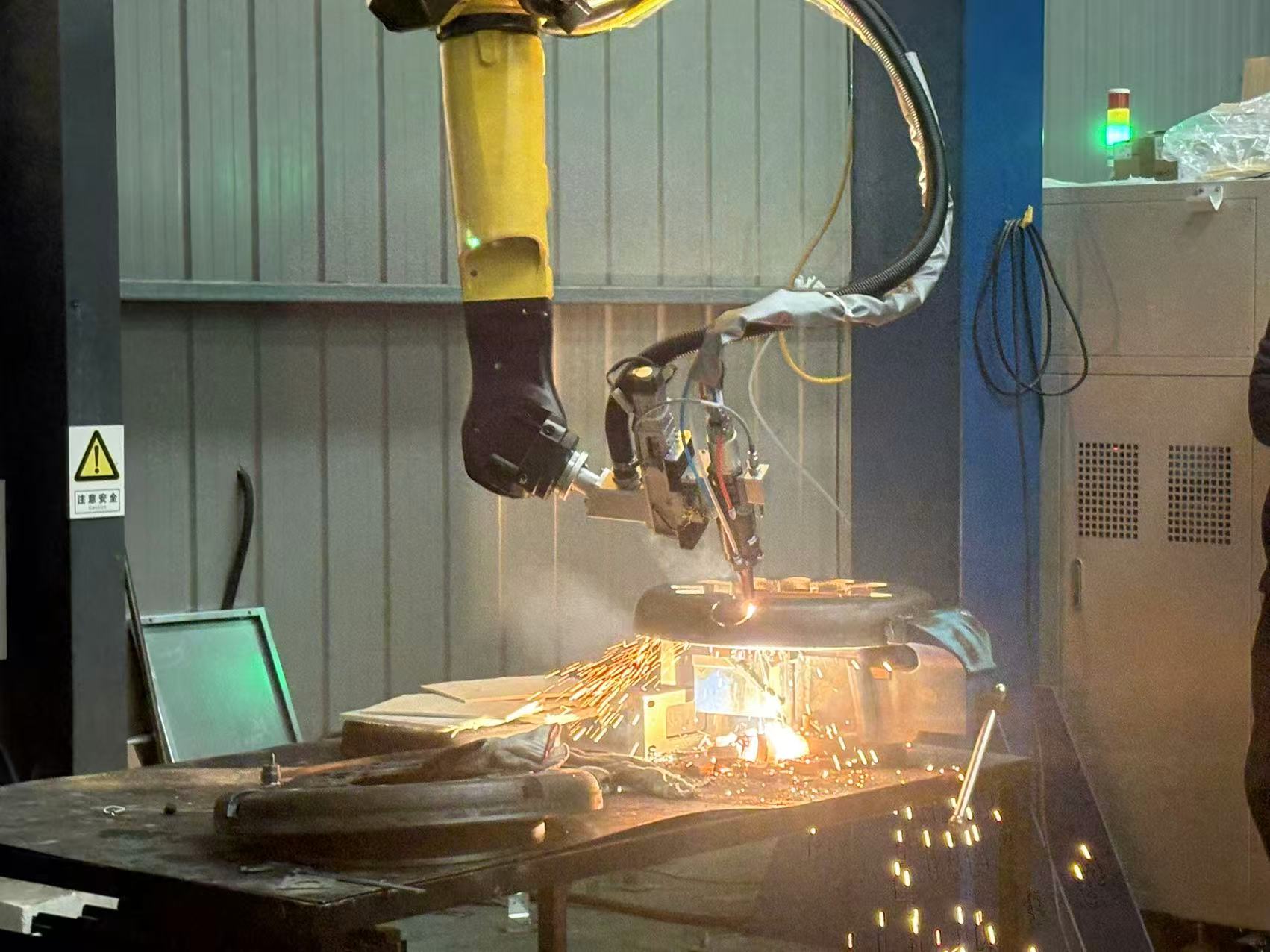
Many people wonder how lasers can remove rust "remotely." The core principle lies in the dual effect of "thermal effect + mechanical stripping." Nanosecond pulsed lasers feature extremely short pulse widths (only a few nanoseconds to hundreds of nanoseconds) and high peak power. When irradiated onto the rust layer surface, rust rapidly absorbs laser energy and instantaneously heats up to a molten or even vaporized state. Meanwhile, gas-phase explosions occur during the interaction between laser and the rust layer, and the resulting impact force accelerates the detachment of loose rust layers, achieving "precise stain removal."
More importantly, laser energy is mainly absorbed by the rust layer, with minimal absorption by the substrate. Additionally, lasers have strong directionality and controllable action ranges, causing no mechanical damage to the steel itself. Experimental studies have found that when the laser fluence is below the ablation threshold of the rust layer, rust is mainly stripped through thermoelastic expansion; when the fluence reaches the ablation threshold, the rust layer undergoes melting and gasification phase transitions, significantly improving removal efficiency. This differentiated mechanism allows nanosecond pulsed lasers to thoroughly remove rust while maximizing substrate protection, making them particularly suitable for scenarios requiring high surface precision.

Compared with traditional derusting methods, nanosecond pulsed laser derusting offers distinct advantages. Firstly, it is environmentally friendly. The entire process is free of dust, sewage, and chemical reagent pollution, fully complying with the development requirements of green industry. It avoids the dust hazards of sandblasting and the water waste of high-pressure water jet processes. Secondly, it is efficient and precise. Laser scanning speeds can reach several meters per second, enabling rapid processing of large-area corrosion. Moreover, parameters can be adjusted to meet the derusting needs of complex curved surfaces and precision components, solving the dead-angle problem that plagues traditional processes.
In terms of derusting quality, the substrate surface after laser treatment has uniform roughness, meeting the national Sa2.5 standard for pre-coating, which enhances subsequent paint adhesion and extends equipment protection lifespan. Furthermore, nanosecond pulsed laser derusting equipment features high integration, can be paired with automated systems for batch operations to reduce labor intensity, and has low maintenance costs and a long service life. In the long run, it can save enterprises significant expenses. These advantages make it irreplaceable in ship repair and construction, bridge maintenance, mechanical part renovation, and other fields.
The effectiveness of nanosecond pulsed laser derusting depends critically on the precise matching of process parameters, among which fluence, pulse width, overlap rate, and defocus amount are the most core regulatory indicators. Fluence directly determines derusting efficiency. Experiments have shown that when the fluence is around 53 J/cm², it can not only completely remove the rust layer but also give the substrate a uniform metallic luster with a surface roughness Ra of approximately 1.6μm; excessively low fluence results in incomplete derusting, while excessively high fluence may cause thermal damage to the substrate.
The choice of pulse width is also particularly important. A longer pulse width means a longer thermal interaction time between the laser and the material, which may lead to blueing of the substrate surface but does not affect internal performance. In practical applications, a 200 ns pulse width is preferred as it covers a wider range of energy adjustment. When the pulse overlap rate (related to scanning speed and repetition frequency) is controlled at 40%, the surface recondensed substances are uniformly distributed, and thermal accumulation is less likely to occur; setting the positive defocus amount to 0.2 mm can reduce thermal impact and further improve derusting quality. By optimizing these parameters, efficient treatment of steel with different corrosion levels can be achieved.

Nanosecond pulsed laser derusting has been maturely applied in fields such as ship plates, mechanical components, and marine engineering equipment. Experimental data shows that Q235 steel and 45 steel after laser derusting not only meet the Sa2.5 standard for surface cleanliness but also exhibit significantly improved corrosion resistance. When tested in a 6 mol/L NaCl solution, the self-corrosion current density of the derusted substrate is significantly lower than that of the untreated substrate. This is because after laser treatment, a dense α-Fe₂O₃ oxide film forms on the substrate surface, which can effectively prevent subsequent corrosion.
In the shipbuilding industry, laser derusting can treat corrosion on hull decks, cabin structures, and other parts without disassembling equipment; in the mechanical processing field, it can accurately remove rust and oxide layers on component surfaces to ensure assembly precision. With continuous technological improvements, the power and stability of nanosecond pulsed laser derusting equipment have steadily increased, enabling it to meet the needs of large-scale industrial applications and becoming an ideal alternative to traditional processes.




















Ваша корзина сейчас пуста.
